試験片について
試験片について
特許取得の試験片には大きく3つの特徴があります。
-
◆試験会場=自社工場
訓練・検定は自社工場で行えるため余計な手間やコストがかかりません。
また、受験者の都合に合わせた日程で試験を受ける事ができます。 -
◆高い信頼性
溶接前の試験片に検定研削深度(0.3mm)を示す検定基準面を設けることにより、
検定の公正性・公平性を保ちます。 -
◆試験後に技能確認
合格・不合格に関わらず、判定を行った試験片は返送します。
不合格であっても反省点を省みることができるため、技能力向上に繋がります。
特許について
【特許番号】 特許第4574737号
【発明の名称】 代替エンドタブ工法の技能評価用試験片、および技能評価方法
【要約】
課題:
溶接の欠陥が生じやすい部分、強度が要求される部分を、安価かつ効率的に検査することができる、代替エンドタブ工法における技能評価用試験片を提供する。
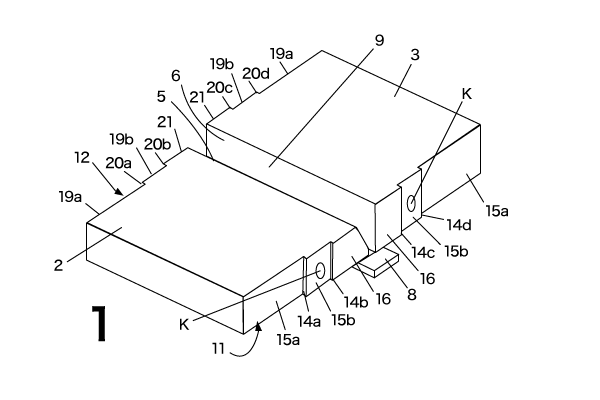
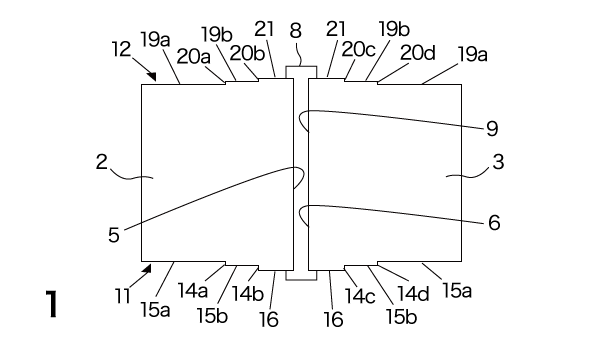
解決手段:
技能評価用試験片(1)を、第1、2の鋼板(2,3)から構成し、裏当て金(8)によってこれらを接続する。溶接用溝(9)と垂直な端面、すなわち第1の側部端面(11)に、2対の段差(14a~14d)を設け、溶接用溝(9)の近傍(16、16)が周囲(15a、15b)よりも外方に突出するようにする。これによって、第1、2の基準面(15a~15b)を形成する。第2の側部端面(12)も同様に2対の段差(20a~20d)を設け、第3,4の基準面(19a、19b)を形成する。
代替エンドタブとは
従来のスチールエンドタブ工法は、板厚が厚い鋼板の溶接であっても適切に溶接できるので優れてはいます。しかしながら、溶接前にエンドタブを格別に融着したり、溶接後にエンドタブを切断しなければならないため労力を要します。このような融着や切断をする必要が無いセラミック製等のエンドタブ、すなわち代替エンドタブも周知されています。代替エンドタブを使用して溶接する工法は代替エンドタブ工法と呼ばれ、 エンドタブ工法と同様、次のように実施します。
- ①2枚の母材をその溶接面において所定の間隔を空けてつき合わせ、裏当て金を取り付けます。
- ②溶接用溝の両端部を代替エンドタブで塞ぎます。
=2枚の母材の側方の両端部に一対の代替エンドタブを当接させ、2枚の母材の境目を塞ぐ - ③この状態で、クランプ様の針金等で代替エンドタブをしっかりと固定します。
- ④アーク溶接を行います。
- ⑤溶接後、代替エンドタブを軽く叩くと、代替エンドタブを取り外すことができます。
代替エンドタブ工法は、必要な工程が少ないので効率が高く、広く普及しています。
溶接には高い技術が要求されます。鋼構造物の施工にあたっては、作業者には所定の技能を備えている事が要求されているので、適宜色々な検定が実施されています。具体的な検定名は挙げませんが、非常に高度な技能の有無を検査する高度な検定もあります。このような高度な検定は、鋼板の厚さが40mmを超えるような大型鋼材の溶接が必要になる大規模工事にも適用できるものであり、検定において板厚の厚い試験片が使用されています。受験者はこの試験片を溶接します。その後、試験片を短冊状に切断して色々な方向から曲げ試験を実施します。このようにして、溶接の欠陥の有無が厳密に試験されるのです。非常に高度な技術が要求されている大規模工事に対しても、必要な技能を備えているかどうかを評価するためです。しかしながら、このような検定には検査に要する費用が嵩みます。又、一般的な鋼構造物の場合には母材の板厚は6mm、9mm、10~40mmのように薄い母材であり、ある程度の技能を有していれば比較的容易に溶接ができます。従って、このように非常に高度な技術の有無を検定する難易度の高い検定は、一般的な鋼構造物を建造する作業者にとっては、必ずしも必須なものではありません。しかしながら、このような作業者に対しても必要な技能を備えているか否かを客観的に評価する必要性はあります。検定をより簡易なものにすれば評価する機会が増え、そうなれば検定が付録普及して一般的な鋼構造物の信頼性を高めることにも繋がります。